1. 多晶硅应用背景概述
多晶硅是光伏产业的重要原材料,其市场占有率在90%以上,而且在今后相当长的一段时期也依然是太阳能电池的主流材料。随着全球“碳中和”进程的推进,新增光伏装机规模有望实现较快增长,预计对多晶硅产品的需求将不断提升,据国际可再生能源机构《世界能源转型展望:1.5℃路径》预测,“2050年全球可再生能源发电量占比提升到90%,其中光伏和风电占比63%,全球光伏装机将超过14000GW”。另据国际能源署发布的《2020年全球光伏报告》,“2020年全球累计光伏装机760.4GW”,目前装机规模较14000GW仍有很大空间。
国内也在积极发展壮大多晶硅产业,依托高校及研究院所,加强新一代低成本工艺技术基础性及前瞻性研究,建立低成本太阳能及多晶硅研究开发的知识及技术创新体系,获得具有自主知识产权的生产工艺和技术。
2. 多晶硅生产工艺面临的问题与挑战
多晶硅制备行业在国内外占有举足轻重的地位,但在生产多晶硅时还存在不少问题尚未解决:
1、环境污染:生产多晶硅的副产品—四氯化硅是高毒物质;
2、生产规模小:目前公认的最小经济规模为1000吨/年,最佳经济规模在2500吨/年,而中国现阶段多晶硅生产企业离此规模仍有较大的距离。这需要对现有的多晶硅生产设备不断升级改造实现其高产量。
3、生产工艺有待改进:目前工业上硅粉氯化反应的转化率比较低,只有23%左右,实验室转化率在42%左右,导致能耗较高,需要利用一些先进的技术分析手段对当前的工艺流程进行分析和优化。
4、工艺设备落后:流化床反应器内部和供料系统的磨损和侵蚀问题等问题,以及硅粉逃逸等。
针对上述问题现状,采用基于数值模拟分析的手段进行多晶硅生产工艺过程的虚拟仿真分析,从工艺参数分析、流化床结构设计等方面对整个工艺流程进行设计改进,是研发人员十分关注的问题。如果能够对预期的设计或改进方案执行数值仿真分析,获取相关工艺参数的影响特性规律,对不同结构设计进行预测和评估,获取更优的设计方案,将会大大提高改进方案的成功性,并有望找到实际生产工艺/运行问题的解决方法。
多晶硅的生产工艺过程数值模拟具有化学反应复杂、生产设备结构尺寸大、颗粒数量多等特点,推荐采用专业级工业流态化化学反应模拟工具Barracuda进行多晶硅生产工艺的过程仿真。
3. Barracuda多晶硅工艺过程仿真技术特点
庞大的颗粒计算量:多晶硅制备行业设备尺寸及颗粒处理量一般非常庞大,颗粒数量甚至可以达到天文数字级别,Barracuda软件将真实颗粒打包为计算颗粒,有效地将颗粒降低到计算机可以处理的数量。同时,百万至千万量级的计算颗粒仍然可以精确地模拟设备内的颗粒流动情况。
密相-稀相混合问题:无需根据浓度人为界定颗粒流类型,进而选择不同的多相流模型。Barracuda软件采用了拉格朗日类型的多相流模型模拟整个浓度范围内的颗粒流动。
独特的Baffle功能:支持挡板、分布器等薄体几何模型直接导入,无需对薄体几何进行网格划分,通过参数实现Baffle位置、大小及阻力系数的设置,灵活方便。
颗粒级别的化学反应模拟:颗粒与流体作用过程中发生的化学反应与颗粒浓度、粒度及流体温度、压力密切相关,Barracuda 软件结合化学反应动力学基本理论,在颗粒层级上模拟气-固,液-固,固-固的化学反应状况。
CPU+GPU并行加速计算:能够支持CPU并行和CPU+GPU并行加速求解计算,特别是GPU加速尤为显著,依靠显卡供应商NVIDIA推出的CUDA™通用并行计算架构,GPU能够快速高效地解决复杂的计算问题。
计算速度快,结果全面:Barracuda软件有着高效且稳定的计算方法,可以完成小试装置>中试装置>真实设备的仿真,通常在数天到数周的时间,计算速度较通用CFD软件成倍提高,完全满足工业部门多设备设计要求;而且是保证获得实验及其他仿真工具难于获得的更为详细的颗粒信息,如颗粒浓度、停留时间、粒径分布、组分变化等。
4. 相关案例介绍
4.1 氟化床反应器内三氯硅烷生成模拟
流化床反应器生产三氯硅烷 (TCS) 是多晶硅工业中广泛使用的工艺。许多工厂中TCS 的生产是从冶金级硅 (MGS) 生产高纯度多晶硅的第一步。在该反应器中,固体 MGS 颗粒被氯化氢气体流化,氯化氢气体反应主要生成 TCS 和氢气,还有生成一些副产物,如:四氯化硅、二氯硅烷和一些长链氯硅烷。(来源于文献[1])
4.1.1 氟化床反应器模拟计算模型
本案例采用Barracuda对氟化床反应器进行CPFD数值模拟,通过与实验结果对比验证数学模型的可靠性。在Jain等人运行的实验中,TCS是由一个温度为321°C的反应器(尺寸:2.66 cm×47 cm )中的冶金级硅生产出来的。此实验中的反应器是在固定床和流化床条件下运行的。从固定床实验中,Jain等人的研究显示在工作温度下的一阶动力学常数为0.767s-1。流化床试验的实验结果见表1。

表1. Jain et al.(2009)实验结果(见文献[3])
在Barracuda中模拟了表1中列出的几何形状和操作条件,由于粒径分布未知,因此假定颗粒尺寸为均匀。为了从Jain等人报道的速率中确定动力学表达式,假设固定床的填充分数为0.63。在该模型中,使用了如下所示的动力学表达式,其中为硅颗粒的体积分数,[HCl]为盐酸的摩尔浓度。由于提供的反应动力学较简单,因此假设TCS是唯一的反应产物。


由于反应器的直径较小,因此假设模拟环境为等温条件。对于模拟更大的反应器系统,系统中的传热模型及包括副反应是必要的。TCS的生产是高度放热过程,Barracuda可以为降温效果不足或气体流量分配不当导致的反应器效率低下提供有价值的见解。此外,Barracuda可用于研究由硅颗粒运动引起的反应器内部结构的磨损和侵蚀。
4.1.2 模拟结果及发现
如下图,将Barracuda模拟预测的HCl 转化率与Jain等人收集的实验结果进行了比较。结果显示Barracuda模拟与实验数据非常吻合。
 图1. TCS反应器中的HCl转化率(Barracuda模拟结果与实验结果对比)
图1. TCS反应器中的HCl转化率(Barracuda模拟结果与实验结果对比)
4.2 硅烷气体中沉积固体硅的流化床反应过程模拟验证
采用基于计算颗粒流体动力学(CPFD)方法的Barracuda软件模拟了用于从硅烷气体中沉积固体硅的流化床反应器的过程。模拟的几何形状和操作条件是基于在喷动实验室(JPL)运行的实验反应器。将CPFD模型与实验数据进行验证后,使用该模型比较两个不同进气分配器的性能,即:①筛网进气;②1/4喷嘴进气。
4.2.1 多晶硅沉积流化床反应器工作原理
固体硅沉积在流化床反应器(FBR)中是工业生产高纯度多晶硅的重要一步,多晶硅也是现代电子和光伏元件的主要原料。在硅烷的反应过程中,硅烷和氢气的混合物通过反应器底部的气体分配器,使得反应器中的硅基颗粒流化。进入反应器后,硅烷气体在硅基颗粒的表面发生反应,并沉积额外的硅导致颗粒的沉积。在沉积到所需的尺寸后,硅颗粒作为产物从反应器中去除,并被新的颗粒取代。
流化床反应器的性能很大程度上依赖于反应器内的流化模式和温度分布,这是反应器尺寸、气体分配器、气体流量、粒径分布、反应动力学和床内传热的函数。此外,反应器在长期运行过程中受到反应器内部和供料系统的侵蚀,以及硅沉积在墙壁和入口区域造成的堵塞的不利影响。为了设计、操作和维护沉积FBR,有必要了解反应器故障的来源、反应器运行参数之间的相互作用、以及对反应器性能的相应影响。由于缺乏实验数据或可靠的相关数据,很难去获得关于反应器设计和运行的详细信息。因此,基于CPFD的流体动力学计算模型是理解实验结果和发现优化多晶硅沉积流化床反应器的价值所在。
4.2.2 仿真研究内容
采用基于计算颗粒流体动力学(CPFD)的Barracuda软件模拟从硅烷气体中沉积固体硅的流化床反应器。主要模拟内容有:
4.2.3 化学反应计算模型
在运行过程中,硅烷沉积反应器部分填充直径为0.1mm-1.0mm的高纯度硅颗粒。由硅烷(SiH4)和氢气(H2)组成的气体混合物以确保硅颗粒流化的速度注入反应器底部。本研究主要针对硅烷在硅颗粒上的非均匀沉积进行模拟分析。该反应的化学计量学方程描述为:

由于反应发生在硅颗粒的表面,因此硅沉积的反应速率(以及硅的消耗)的非均质反应速率为:

其中:为每个反应器体积的硅颗粒的表面积,表示异相反应速率常数。基于沉积实验,在平均粒径为1595微米、流体密度为1.14 g/ cm3的床层中,计算出具有阿伦尼乌斯型对温度T的关系式为:

硅沉积的次要途径是将硅烷均匀分解成硅细粒。因为这个反应发生在远离气体表面的地方,均相反应有一组明显不同的动力学。此外,由该反应产生的硅细粉因其尺寸不合需要并且除非被清除,否则这些硅细粉会作为粉尘离开反应器。从化学计量上讲,均相反应由下式给出:

因为没有颗粒表面反应,所以均匀反应速率可以用一阶表达式进行建模:

反应速率常数的值作为温度的函数通过Hogness(1936)的实验发现,公式如下:

清除率是模型中的最终速率表达式。该速率表达式描述了由于硅细粉在颗粒表面上的沉积而导致的硅颗粒的生长(以及硅细粉的减少)。
根据试验条件,设定仿真运行参数如下。
1、反应器顶部的压力:34473Pa;
2、反应器床温:650°C;
3、初始床料重量:10 kg;
4、平均颗粒直径:250微米;
5、总进气流量(SiH4和H2):3mol/min;
6、尾部吹氢气;
7、入口区域冷却至约100°C。
 表2. 实验结果
表2. 实验结果
在CPFD方法中,定义了计算颗粒的概念,其颗粒具有相同的性质(种类、大小、密度、温度等)进行打包。计算颗粒是一种数值近似,它允许一个包含数十亿个颗粒的大型工业系统使用数百万个计算颗粒进行分析,而不失去在拉格朗日参考系中离散固相的优势。由于CPFD独特的数值方法,可以获得以下流化床特性:
1、任意数量的颗粒种类建模及全粒径分布(PSD)的能力-这对任何流化过程都至关重要;
2、在相同的模拟情况下,从完全稀释到封闭填充的情况下,模拟任何固体堆积(>60%固含率)的能力;
3、颗粒的完整拉格朗日公式,捕获质量、动量、传热、磨损等;
4、允许纯气相、气固和固固的化学反应建模能力;
5、能够对物理颗粒数超过 1×1016个的反应系统进行建模。
4.2.4 分析对象几何简介
下图为在 FBR 中模拟了从硅烷气体中沉积多晶硅的两种不同几何形状:带有入口筛网(均匀气体分布)的 JPL 反应器和带有 1/4 mm入口喷嘴的 JPL 反应器 。

图2. 沉积反应器模型的几何结果(左)带入口滤网; (右)带入口喷嘴
4.2.5 多晶硅沉积流化床反应器CPFD模拟结果验证
在第一组模拟中检测了硅烷进入和离开反应器的流速,以及离开反应器的硅细粒的数量。根据这些信息,计算了硅在床内的沉积速率和硅作为颗粒离开反应器的百分比。将CPFD模型的结果与图3和图4中的实验结果进行了比较。随着注入反应器的硅烷浓度的增加,反应物的额外可用性也会导致反应器内的沉积速率的增加。增加硅烷浓度也会导致离开反应器作为细粒的硅的百分比的增加。计算结果表明,CPFD计算结果与实验室进行的多晶硅沉积速率和反应器内细粒生产研究报告的实验数据非常吻合。

图3. 多晶硅沉积速率Barracuda模拟与实验结果的比较

图4. 带入口滤网的反应器内细粉生产的Barracuda模拟与实验结果的比较
在第三组模拟中,流体温度是沿反应器中心线与入口筛网确定的。模拟温度与报告的实验数据的比较如图5所示。实验数据和 CPFD 模型都显示从 ≈100°C 的入口温度到650°C 的床温上升很快,并且实验数据和模型表明在反应器入口 10 cm 内达到操作温度。将模拟结果与硅沉积、细粉生产和温度分布的实验数据进行比较,证明了使用 CPFD 方法模拟流化床反应器中多晶硅沉积的有效性。

图5. 带入口滤网的FBR中的温度分布
4.2.6 多晶硅沉积流化床反应器不同设计方案分析对比
颗粒和气体流量
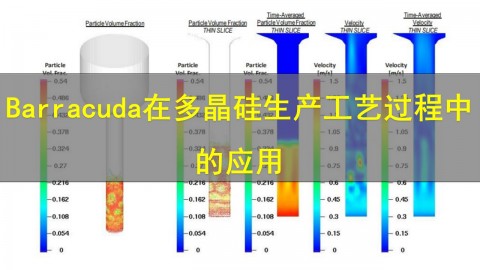
图6和图7显示了带有入口筛网的反应器和带有入口喷嘴的反应器的时均颗粒体积分数和流体速度图。由筛分分配器产生的均匀气体速度产生了均匀的气体向上流动。因此,在床内的时间平均颗粒体积分数变化了10%到20%。然而,喷嘴分配器在床的中心产生了一个高速的气体喷射。由此得到的颗粒体积分数在中心减小到0.1到0.2的范围,而在床外,它的致密堆积颗粒体积分数为0.54。

图6. 带入口筛网的FBR中的颗粒和气体流动(鼓泡床)

图7. 带入口喷嘴的FBR中的颗粒和气体流动(喷动床)
反应物及生成物分布
反应器入口类型的影响和由此产生的流化模式对 FBR 内反应物和产物的分布具有明显影响。如图8所示,筛网产生的反应物和产物分布主要随反应器中的高度而变化,但与径向位置完全无关。大部分硅烷正在通过喷嘴中的床传输,这严重减少了硅烷沉积在颗粒表面的程度。进入颗粒上方空间的大部分硅烷均匀地反应形成硅细粉。因此,与具有入口筛网的反应器相比,具有入口喷嘴的反应器中的沉积速率较低并且形成的细粒量较大。如图 9 和图 10 所示。

左侧三图带入口筛网 右侧三图为带入口喷嘴
图8. FBRs中反应物生成浓度

图9. 沉积反应器内的多晶硅沉积速率

图10. 沉积反应器硅产量
温度分布
气体分配器的类型也对反应器内的温度有影响。反应器入口区域的温度非常重要,因为需要冷却入口区域以防止沉积导致的堵塞,同时保持恒定的床层温度以优化硅颗粒上的沉积。由图11可知,由于壁面面积的增加,入口喷嘴提供了更好的冷却效果,从底部喷射冷气体最小限度地减少了床层上气体的局部再循环。
左侧两图为带入口筛网 右侧两图为带入口喷嘴
图11. FBRs中的温度分布
颗粒混合状态
图12与图13分别显示了筛网分配器与喷嘴分配器产生的颗粒混合。在以上模拟中,喷嘴分配器产生了非常有序的气固混合状态,而筛网分配器产生的气固混合状态则更加随机。但短时间内两种分配器类型都能够使颗粒与气体充分混合。
图12. 用筛网分配器在床内的混合

图13. 用喷嘴分配器在床内的混合
5.小结
*参考资料:
[1] James Parker. Simulations of a fluidized bed reactor for trichlorosilane production using barracuda software.
[2] James M. Parker.(2011), Validation of CFD Model for polysilicon deposition and production of silicon fines in a Silane deposition FBR. INTERNATIONAL JOURNAL OF CHEMICAL REACTOR ENGINEERIN, 9, A40.
[3] Jain, M., Sathiyamoorthy, D., and Rao, V.(2009), Studies on hydrochlorination of Silicon in a fluidised bed reactor. Indian Chemical Engineer. 4 : 272 – 280.


 研小埠
研小埠
 ANSYS仿真集训营
ANSYS仿真集训营

